
Bạn đang gặp khó khăn trong việc chọn dao tiện cho vật liệu cứng khó gia công vì bạn biết ngày nay trên thị trường có rất nhiều thương hiệu nhưng chất lượng vẫn chưa biết là có tốt không ??
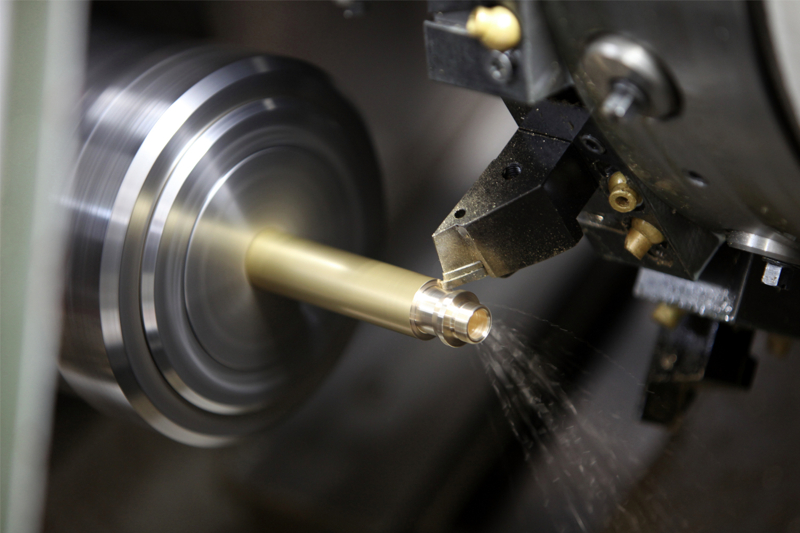
Có thể bạn không biết nhưng dao tiện khi gia công vật liệu thường sẽ theo một quy trình cụ thể đó là khi dao tiện gia công cắt gọt sẽ có phôi quay, thực hiện bằng sự chuyển động của phôi và dao tiện. Ngoài ra, hoạt động chính của chuyển động xoay tròn giữa phôi và dao tiện tạo thành chuyển động cắt gọt. Kết hợp với đó là chuyển động tịnh tiến dao tổng hợp do cùng lúc chuyển động tiến dao dọc và dao ngang.

Tuy nhiên quy trình Thanh chia sẻ ở trên chỉ diễn ra khi vật liệu gia công không quá cứng khác hẳn với khi gia công thép nhiệt luyện cứng, thép sau nhiệt, siêu hợp kim chịu nhiệt và lưỡng kim ngày nay càng được sử dụng rộng rãi hơn trong ngành nghề công nghiệp chế tạo. Khi mà các vật liệu kim loại này mang các thành phần bên trong chắc chắn, không thể gia công được dẫn đến cạnh tranh giá cả trong gia công cơ khí, điều này khiến cho chúng ta đặt nghi vấn là làm thế nào để gia công những vật liệu khó gia công hợp kim cứng thành các chi tiết hoàn thiện, có phạm vi tầm giá hợp lý cho mỗi bộ phận.
2 loại vật liệu dao tiện khó gia công nhất hiện nay
1 – Thép nhiệt luyện cứng:
Trong khi thép gia công với độ cứng khoảng 45 HRC, thì thép nhiệt luyện có độ cứng lên đến 62 HRC và chúng thì phổ biến trong ngành công nghiệp chế tạo khuôn mẫu.
Và để tối ưu hiệu quả mảnh dao hợp kim, các nhà cung cấp dụng cụ khuyến cáo giảm tốc độ cắt, nhưng vẫn giữ nguyên chiều sâu cắt. Khi gia công ở tốc độ thấp hơn này mất khoảng 20 phút với mỗi mảnh chip carbide, so với hơn một giờ của mảnh dao Cermet. Quan trọng hơn, cần cẩn trọng trong quá trình gia công để giảm thiểu khả năng mẻ dao tiện trong quá đình gia công, có thể do va đập, gây sứt mẻ những bộ phôi đắt tiền.
Quý doanh nghiệp cũng nên chú ý là mảnh chíp hai mặt có độ cứng cáp hơn so với mảnh dao một mặt. Các chip tròn cũng có lợi thế khi gia công thép cứng. Hình dạng chip tròn giúp gia công tốt hơn khi không có các góc sắc nhọn dễ bị mẻ.
Hơn nữa khi lựa chọn giữa các loại lớp phủ hợp kim của dao tiện hãy xem chế độ và độ bền của chúng. Chúng cung cấp khả năng bền bỉ tối ưu trước các lực cắt lớn và va đập mạnh gặp phải khi gia công thép cứng. Ngoài ra, các lớp phủ nhiệt độ cao có chế độ đặc biệt có thể chịu được nhiệt sinh ra trong quá trình gia công thép cứng đến 60 HRC.
Sau cùng đó là dao tiện sẽ va đập liên tục vào các vật liệu cứng, độ cứng lên đến 60 HRC hoặc cao hơn sẽ gây ra hiệu ứng gia rung rắc gây ảnh hưởng đến gia công. Do đó, máy móc và dụng cụ phải cung cấp độ đủ độ cứng vững, độ cứng vững tối thiểu và độ bền tối đa để chịu được tải trọng va đập cao trong quá trình gia công.
2 – Siêu hợp kim cứng:
Siêu hợp kim cứng được sử dụng phổ biến trong các ngành công nghiệp tàu thủy, hàng không, ôtô, y tế, chất bán dẫn và sản xuất điện. Mọi ngành nghề sẽ có rất nhiều những khó khăn và thử thách về gia công với kim loại này.
Có thể nói vật liệu hợp kim siêu cứng này được gia công ở độ cứng 90HRC. Chưa kể khả năng chịu nhiệt khiến chúng không bị làm mềm, vẫn luôn giữ độ cứng trong suốt chu trình gia công. Vật liệu siêu khó gia công cũng có xu hướng gia công khó khăn khi chúng bị cắt, các chip dễ bị sứt mẻ. Khó khăn trong việc gia công phôi, khó gia công càng tăng lên khi nguyên liệu thô, chưa bóc tách các tạp chất được bao phủ bởi lớp vảy bên ngoài dày đặc, vì thế khiến các góc cắt của mảnh tiện bị mài mòn nhanh hơn.
Cách chọn dao tiện cho vật liệu khó gia công
Để có thể chọn mảnh dao tiện dùng gia công vật liệu siêu cứng phụ thuộc vào phoi cứng và phôi. Dùng mảnh dao hợp kim PCD một mặt sẽ gia công tốt với phôi siêu cứng có dạng thành mỏng. Với các chi tiết có thành dày, bạn nên sử dụng mảnh CBN 2 mặt sẽ gia công hiệu quả hơn.
Một lưu ý quan trọng mà Thanh muốn chia sẻ cho bạn là khi gia công làm mát bằng dung dịch tưới nguội đang được ưa chuộng, Nhưng khi gia công các loại phôi siêu cứng nó sẽ sinh ra nhiệt rất cao ta cần duy trì làm mát bằng khí để duy trì ổn định khi gia công, vì vậy vật liệu cứng khi gia công yêu cầu làm mát ngay cả ở tốc độ rất thấp.
Vì độ cứng bền vững của vật liệu siêu cứng sẽ làm tăng tốc độ mài mòn trên bán kính mũi dao tiện. Do đó dao tiện không có góc sắc sẽ là hoàn hảo nhất và là lưỡi cắt tốt nhất, nhưng quá trình gia công sẽ làm mòn dao tiện dần dần. Thay đổi chiều sâu cắt cho mỗi lát cắt gia công sẽ tránh được các vùng gia công cứng, loại bỏ tạp chất tích tụ 1 chỗ và kéo dài tuổi thọ của các góc cắt.

Thanh hy vọng những chia sẻ trên sẽ vô cùng bổ ích với bạn, có bất kỳ khó khăn nào cần giải đáp liên hệ ngay cho Thanh hoặc đội ngũ ADOBUS của Thanh để được tư vấn và hỗ trợ nhanh nhất nhé.